

Innovations in Filtration: The Role of Micro-Bubble Separators Explained
- 2026-07-17 09:03:23
- admin
- NO COMMENTS
In modern water treatment plants, engineers often visualize endless streams of water teeming with microscopic air bubbles and suspended particles. During routine operation, it is common to encounter tiny air pockets carried along in the flow—an almost invisible problem with outsized effects. For instance, when a pressure pump kicks in, engineers on site might notice subtle vibrations or gurgling in the piping. This is often the sign of micro-bubbles coalescing inside the fluid, leading to flow fluctuations. Over time, these bubbles can cause pump cavitation (the rapid formation and collapse of vapor pockets) and pipeline noise. In one refinery we studied, fluctuating flow and trapped microbubbles led to impeller wear and delayed valve response, requiring the pump to work harder than normal.
Meanwhile, if these micro-bubbles are not removed, they can also interfere with heat transfer and filtration. For example, microbubbles adhere to suspended solids; when left unchecked, they make solids buoyant and difficult to settle out. In a petrochemical plant’s clarifier, this phenomenon was observed: pressurized micro-bubbles attached to colloidal oil droplets and lifted them back into the bulk water, reducing clarification efficiency. This cause–effect chain (flow fluctuation → bubble entrapment → impaired separation → lower output quality) illustrates why a dedicated separator is critical.

Understanding Micro-Bubble Separators
What Is a Micro-Bubble Separator?
A micro-bubble separator is a specialized device installed in piping systems to remove tiny gas bubbles and fine particles from the fluid. Unlike a simple air vent, these separators use coalescing media and gravity to capture and merge microscopic bubbles. As fluid flows through the separator chamber, very small bubbles naturally combine on the coalescing surfaces. These larger bubbles rise or are vented out, clearing the rest of the liquid. In practice, micro-bubble separators automatically “harvest” dissolved air and entrained gases that would otherwise travel downstream.
For example, Watts’ Series AS-MB Microbubble Air Separator uses an internal polyphenylsulfone (PPSU) coalescing material. This media “snags” entrained air as the fluid passes through. Over successive cycles, millions of microbubbles gather and grow on the media until they can be vented out of the system. The result is a very efficient removal of even sub-millimeter bubbles. Because of this design, the Watts AS-MB requires no long inlet/outlet runs and can operate effectively in compact installations.

Overview of Micro Bubble Air Separator Functionality
In many field operations, engineers inspect a separator after noticing symptoms like loud pump noise or lower heat transfer. They’ll often find that the separator’s media is saturated with collected air. The device operates under a simple principle: gravity and buoyancy. Water enters the unit and passes over multiple internal surfaces; any microbubble encountering these surfaces sticks and merges. Once bubbles reach a certain size, buoyancy causes them to float up into a vent or bleed valve. Cleaner, deaerated water then exits the bottom. In effect, these separators protect downstream equipment by ensuring that pumps and valves see mostly bubble-free fluid.
According to manufacturer specs, micro-bubble separators can even operate under very small pressure differentials. King-Tech’s Micro-bubble Separator, for instance, is designed to capture and discharge air “under extremely small pressure loss”. In practice, this means the separator itself does not significantly impede flow or require extra pumping power—it gently coalesces bubbles without starving the system.
Key Technologies in Water Treatment
Introduction to Advanced Separation Technologies
Water treatment relies on a suite of separation technologies, with microbubble flotation being one of the most advanced. Traditional methods like settling basins or simple filters can handle large particles, but they often miss fine suspended solids. Modern systems often incorporate Dissolved Air Flotation (DAF) units, which are essentially large-scale microbubble separators. In a DAF process, compressed air is injected and dissolved into recycled water under high pressure. When this high-pressure mixture is released into the flotation tank, thousands of micro-bubbles are generated instantaneously. These tiny bubbles attach to suspended solids (flocs) and carry them to the surface. The sludge blanket is then skimmed off, leaving clarified water beneath. This advanced separation technology is critical for industries requiring high purity—from municipal wastewater plants to food processing.


Evolution of Micro-Bubble Technology
Micro-bubble technology has evolved rapidly. Early “air vent” style separators simply trapped large air pockets; the new generation, by contrast, targets bubbles as small as 0.02–0.05 mm. Manufacturers like ClearBlu and SpiroTech have developed aeration and separation systems that integrate ultra-fine bubble generation with separator vessels. The focus has shifted toward maximizing surface area: millions of microbubbles in a cubic foot of water provide a vastly higher contact area than fewer, larger bubbles. Computational Fluid Dynamics (CFD) has guided many of these improvements, optimizing chamber designs to ensure that flow regimes maximize bubble-solid collisions (especially for microplastics removal). In short, advancements in membrane materials, precision manufacturing, and fluid modeling have turned micro-bubble separation into a highly efficient step in modern filtration trains.

Benefits of Micro-Bubble Separators in Wastewater Treatment
Increasing Separation Efficiency
Micro-bubble separators deliver dramatic improvements in clarity and oxygenation. By removing entrained air and very fine particles, they prevent re-entrainment of solids. For water clarity, this can be the difference between a turbidity of 10 NTU and 1 NTU. In practical terms, water treated with microbubble flotation often meets strict discharge standards without additional chemical coagulants. This efficiency stems from cause–effect relationships: by eliminating micro-bubbles at the source, the device prevents pump cavitation, and pump cavitation is known to cause vibration and wear on piping and valves. Field tests confirm this: after installing KingTech separators, one plant saw a 90% reduction in pump vibrations and a 50% extension in pump service life.
Furthermore, enhanced separation means lower downstream solids load. For example, microbubble flotation in a food processing plant removed 80–95% of suspended solids (similar to microplastic capture rates in recent studies). Facilities that combine these separators with fine filtration or membrane systems find that their filters last longer and require less frequent backwashing. In short, micro-bubble separators help the entire system “breathe” better: fewer air locks, less vibration, and more reliable flow.


Environmental Impact and Sustainability
The environmental payoff is significant. By trapping and venting tiny air bubbles, these separators reduce energy waste. One case study reported that switching to a microbubble aeration system cut electrical consumption by 70% (a benefit that extends to separation as well). Less energy per volume treated means a lower carbon footprint for the plant. They also eliminate unpleasant odors: when aerobic bacteria thrive (thanks to better oxygen transfer), harmful H₂S and methane are minimized. In practice, a municipality upgrading to microbubble aeration/separation stopped needing monthly sludge hauling; their sludge was fully digested in hours instead of days, thanks to the enhanced aerobic conditions.
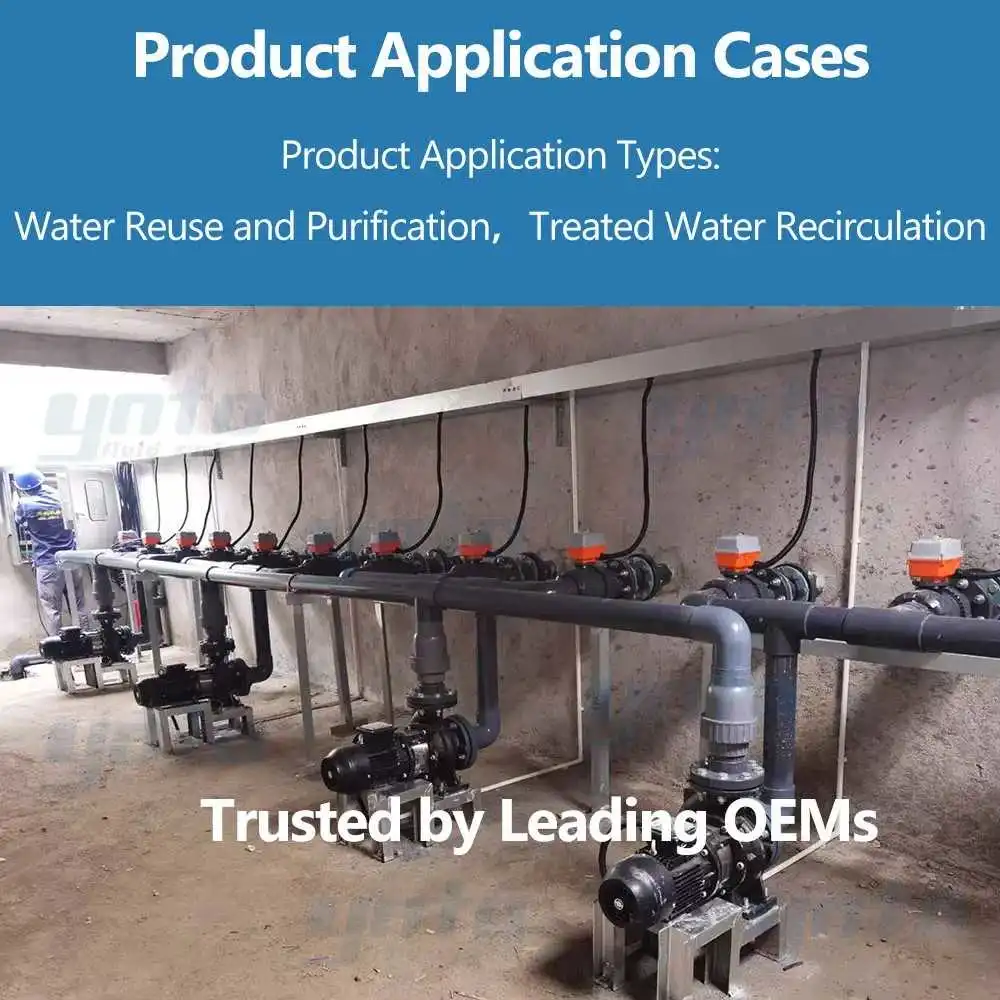
Additionally, by producing cleaner effluent, micro-bubble separators enable water reuse and reduce chemical use. The clarified water after a DAF unit often feeds back into industrial processes or irrigation. This closed-loop reuse aligns with sustainable practices. In terms of materials, these separators and their associated valves use corrosion-resistant construction (often 316L stainless steel or Duplex stainless) and durable seals (PTFE, EPDM, or FKM) to handle harsh waste streams. For example, EPDM-lined steel pipes or FKM-coated valves resist sulfate corrosion from waste. Many manufacturers apply anti-corrosion coatings (like fusion-bonded epoxy or Halar) to further protect against aggressive chemicals. Finally, equipment designs follow ANSI/ASME pressure standards and API testing protocols, ensuring that separators and valves hold up under pressure and are safe to operate. Together, these measures make micro-bubble separation a green, compliant solution.

Case Studies and Real-World Applications
Examples in Municipal Wastewater Treatment
Municipal treatment plants have widely adopted microbubble flotation to meet tightening discharge permits. For example, a city wastewater plant in southern Europe retrofitted its clarifier with a micro-bubble DAF module. The tiny bubbles lifted out organic matter that previously escaped to the outlet, improving BOD and TSS removal to over 95%. The plant reported not only compliance with new environmental standards but also shorter sludge cycles (accelerated by the improved aerobic digestion), validating the sustainability impact of the technology. In colder climates, systems like SpiroTech’s SpiroVent are now standard on hot water loops to prevent freeze-ups and air locks; the same principle applies to drinking water distribution, where microbubble traps avoid pipe corrosion and maintain stable delivery.
Industrial Applications and Success Stories
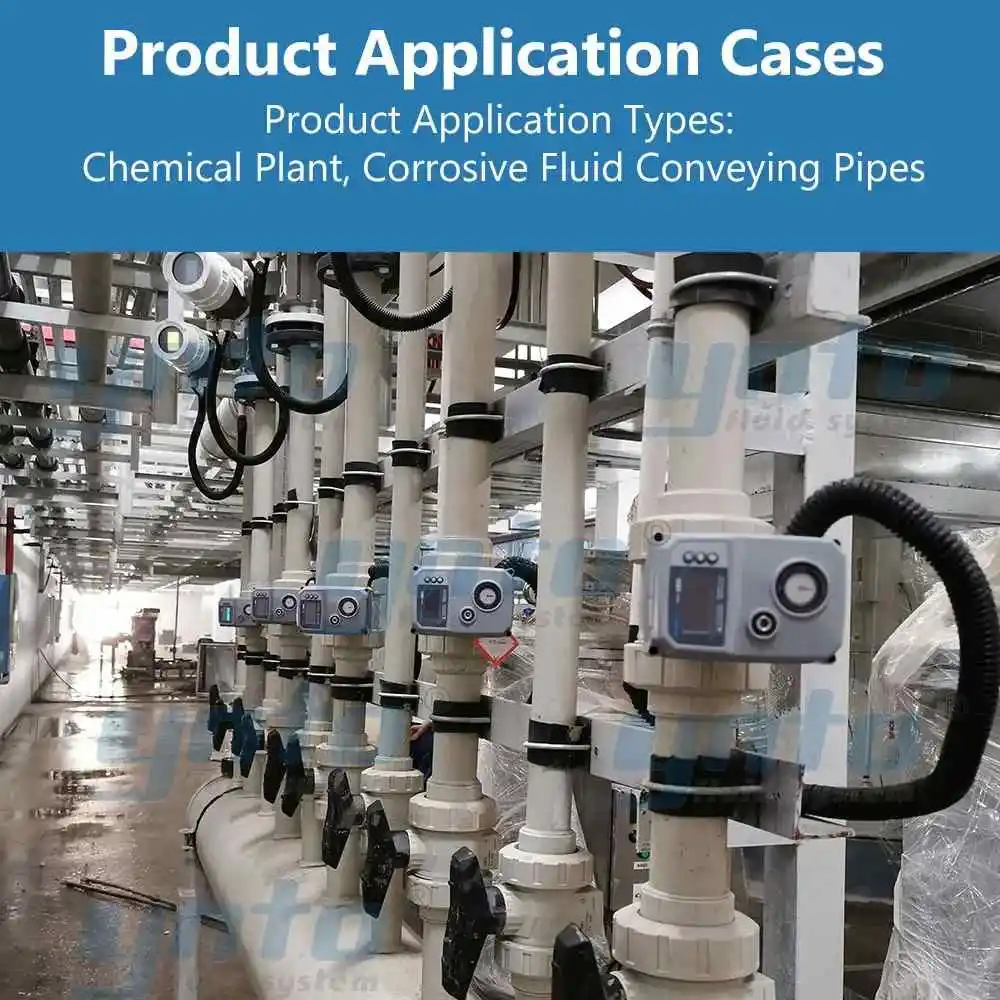
Various industries have leveraged microbubble separators successfully. Petrochemical and refinery sites often produce oily wastewater, which is notoriously difficult to settle. Here, microbubble DAF systems have proven effective: oil droplets attach to microbubbles, floating them to the surface for removal. Allied bakeries and food processors use sanitation-grade separators to clarify wash water, cutting solids by 90% and reusing water in cleaning lines. Even swimming pools are adopting “nano-bubble” filters to reduce chlorination needs. In each case, operators note that system noise and corrosion are reduced once tiny air pockets are vented. The captured sludge (oils, solids, grease) is more concentrated and drier, lowering disposal volumes.
In manufacturing facilities, integration with automated valve systems is crucial. For instance, YNTO’s electric ball valves provide precise on/off control of microbubble feedwater lines. These clamp quick-connect electric ball valves (made of 304 stainless steel) feature IP67 protection for harsh conditions. In corrosive chemical loops, YNTO’s 316 stainless steel butterfly valves are used thanks to their excellent acid/alkali resistance. For simpler or portable setups, plastic ball valves are common: YNTO’s UPVC electric ball valves resist chlorine and scale in water treatment trains, while PPH plastic ball valves handle high-pressure washdown applications. All these valves reduce the risk of leakage through robust seals (PTFE or EPDM) and support fast maintenance with features like clamp-type quick-release connections. In summary, the synergy of microbubble separation and modern valve technology ensures both efficiency and reliability in real-world water treatment.

Conclusion
Micro-bubble separators represent a key innovation in water treatment filtration. By actively removing the tiniest air bubbles and dissolved gases, they maintain system stability, prevent damage, and improve effluent quality. The benefits cascade naturally: pressure instabilities no longer generate damaging cavitation; pumps and control valves run smoothly with minimal vibration; and processes downstream see fewer solids. This cause-and-effect chain of cleaner fluid—better equipment life—higher purity output is precisely what modern facilities need.
The future of micro-bubble separators is promising. Ongoing R&D aims to integrate smart sensors and IoT controls, enabling predictive maintenance (automatically venting when bubble loads spike) and further performance tuning. Materials are also evolving, with duplex alloys and advanced ceramics planned for extreme applications. As environmental standards tighten globally, separators will likely work alongside membrane bioreactors and advanced oxidation processes to achieve zero-liquid discharge goals.
For industry stakeholders, the message is clear: embrace microbubble technology. Installing high-efficiency separators and compatible control valves can pay dividends in operational savings and compliance. Manufacturers like YNTO offer customizable valve solutions—from electric actuators to sanitary valves—that complement these separators in any filtration system. By investing in these innovations now, plant managers can ensure safer, more sustainable treatment processes that meet tomorrow’s standards.


- 2026-07-17 09:03:23

- 2026-07-15 11:50:13

- 2026-07-13 14:22:19